Сварочный аппарат

Для тех моих читателей, кто любит мастерить своими руками я решил написать цикл статей о сварочных аппаратах. Не открою Америку, если скажу, что сварочный аппарат незаменимое устройство в хозяйстве, когда живешь в частном доме, если у вас есть металлические изделия в виде металлических гаража, ворот или забора. Вот о том, как выбрать сварочный аппарат, мы и поговорим в этой статье.
Как работает сварочный аппарат
Дуговая сварка получила широкое применение, так как эта технология позволила производить неразъёмное соединение металлов, причём получаемый шов по прочности не уступает монолитному куску металла. Это обстоятельство объясняется непрерывностью образованных структур и наличием молекулярных сцеплений между деталями.
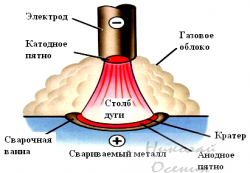 В основе процесса сварки лежит электрическая дуга с температурой в несколько тысяч градусов. Образуется она в результате короткого замыкания между двумя приближенными друг к другу электродами. Напряжение, подаваемое на электроды, увеличивают, до тех пор, пока не произойдёт пробой воздуха, который является изолятором.
В основе процесса сварки лежит электрическая дуга с температурой в несколько тысяч градусов. Образуется она в результате короткого замыкания между двумя приближенными друг к другу электродами. Напряжение, подаваемое на электроды, увеличивают, до тех пор, пока не произойдёт пробой воздуха, который является изолятором.
Электрическая дуга может действовать «косвенно» — если она организовывается между независимыми от основного металла электродами. Но чаще, дуга разжигается «прямо» — между деталью, которая является частью электрической цепи и электродом. Для этого сварщик подключает к ней «массу». От сварочного аппарата ток подводится к заготовке, дуга разгорается и своим теплом оплавляет кромки свариваемых деталей. Образуется так называемая «сварочная ванна», где металл некоторое время находится в жидком состоянии. Сюда же попадает расплав, капающий с торца стержня электрода, а его горящее покрытие обеспечивает газовую защиту вокруг дуги и текучую шлаковую ванну.
По мере удаления дуги от рабочей зоны, металл отвердевает. В результате формируется шов, а на его поверхности образуется панцирь, корка из всплывшего шлака.
Характеристика тока, подаваемого от сварочного аппарата
 Сварка является капризным процессом с точки зрения стабильности электроснабжения, так как требуемый температурный режим напрямую зависит от параметров тока. Для получения качественного результата необходимо обеспечить устойчивость электрической дуги. Только стабильная дуга позволит избежать появления дефектов шва, особенно в начале и конце сваривания. Поэтому, важнейшим моментом процесса является характеристика тока, подаваемого от сварочного аппарата.
Сварка является капризным процессом с точки зрения стабильности электроснабжения, так как требуемый температурный режим напрямую зависит от параметров тока. Для получения качественного результата необходимо обеспечить устойчивость электрической дуги. Только стабильная дуга позволит избежать появления дефектов шва, особенно в начале и конце сваривания. Поэтому, важнейшим моментом процесса является характеристика тока, подаваемого от сварочного аппарата.
Чем массивнее свариваемые детали, тем глубже должно быть плавление металла, тем большего диаметра требуется электрод, и больше мощности и силы тока необходимо обеспечить для работы. Выбор силы тока всегда актуален для процесса сварки. Зачастую её удаётся определить лишь опытным путём, иногда она регулируется в процессе сварки, в некоторых случаях жёстко фиксируется.
Есть одна особенность: дуга, получаемая от источника постоянного тока, горит стабильнее, без прерываний. Это происходит потому, что при постоянном токе нет смены полярности, поэтому образуется меньше брызг металла, шов получается во всех отношениях качественнее. А вот сварка переменным током является более сложным процессом, так как требует определенных навыков и профессионализма от сварщика в поддержании оптимальной дуги. Добиться высокого качества в этом случае очень непросто, особенно если варишь алюминий и его сплавы, которые «любят», когда их варят переменным током.
Виды сварочных аппаратов
Любой сварочный аппарат должен принять электроэнергию из сети и понизить её напряжение, увеличивая при этом силу тока до нужной отметки в 100–200А, при этом меняя частоту тока или делая его постоянным. Некоторое исключение составляет производство дуги током аккумуляторных батарей и генераторов с ДВС. Любой сварочный аппарат, по сути своей, является преобразователем энергии. Есть несколько видов аппаратов для дуговой сварки, которые имеют свои технические особенности.
Сварочные инверторы
 Это самые молодые и перспективные сварочные аппараты, которые появились в 80-е годы прошлого столетия. В их основе лежат выпрямители с транзисторным инвертором. В этих аппаратах электричество несколько раз меняет свои характеристики. Сначала оно выпрямляется, затем сглаживается специальным фильтром. Далее, постоянный ток, со стандартной частоты 50 Гц, преобразуется в переменный ток, но уже с высокой частотой в десятки килогерц.
Это самые молодые и перспективные сварочные аппараты, которые появились в 80-е годы прошлого столетия. В их основе лежат выпрямители с транзисторным инвертором. В этих аппаратах электричество несколько раз меняет свои характеристики. Сначала оно выпрямляется, затем сглаживается специальным фильтром. Далее, постоянный ток, со стандартной частоты 50 Гц, преобразуется в переменный ток, но уже с высокой частотой в десятки килогерц.
После частотного инвертирования, ток попадает на миниатюрный трансформатор, где снижается его напряжение и повышается сила. Далее в дело вступает высокочастотный фильтр и выпрямитель для образования дуги, при этом на электрод уже подаётся постоянный ток.
Достоинства сварочного инвертора
Главным достоинством инвертора является именно увеличение частоты тока, что в итоге позволило снизить массу и уменьшить габаритами аппарата. Но это далеко не все плюсы.
У них:
- Высокий КПД, около 85–95%. Аппарат имеет очень малые потери энергии. Инвертор можно запитать от обычной бытовой розетки;
- Большое время непрерывной работы;
- Широта регулировки силы тока может варьироваться от 5 до 165 А, что даёт возможность применить большой ассортимент электродов, в том числе сверхтонких;
- Ток и напряжение регулируется плавно;
- Режим работы контролируется управляющими схемами микропроцессорами, при этом дуга легко разжигается и хорошо стабилизируется;
- Имеется защита от перепадов напряжения;
- Сварной шов получается высокого качества во всех пространственных положениях, при этом минимизируется разбрызгивание расплава;
- Возможно соединение трудно-свариваемых материалов;
- Повышенная электробезопасность.
Недостатки у современных инверторов:
- Высокая стоимость аппаратов, которая значительно превышает трансформаторных аналогов. Недёшево обходится и ремонт инвертора. Например, в случае выхода из строя блока силовых транзисторов IGBT, ремонт обойдется в треть стоимости нового сварочного аппарата.
- Инвертор болезненно реагирует на проникновение в корпус пыли, которая регулярно затягивается кулерами охлаждения. Металлическая пыль, появляющаяся при работе болгарки, может вызвать замыкание токоведущих элементов. Поэтому инверторный сварочный аппарат необходимо часто продувать воздухом, или очищать мягкой щёткой.
- Электронная начинка инвертора чувствительна к влаге и низким температурам, в результате которой может произойти выпадение конденсата. Актуальным остается вопрос правильного хранения сварочного аппарата. Холодный гараж для этого не подойдёт.
- Возможно появление помех в основной сети.
Инвертор максимально упрощает работу для неквалифицированного сварщика, который без особого труда сможет выполнить необходимую работу. В руках опытного сварщика высокочастотный аппарат покажет высокое качество шва и хорошее быстродействие. Благодаря малому весу и небольшим габаритам инвертор обеспечивает максимальную мобильность, особенно если приходится перемещаться на строительном объекте.
Сварочные трансформаторы
 Сварочные трансформаторы остаются самыми распространёнными типами сварочных аппаратов. Они недорого стоят, имеют простую конструкцию, надёжны и неприхотливы. Преобразование электрической энергии в этом устройстве производится с помощью силового трансформатора, который работает на стандартной сетевой частоте 50 Гц. Ток регулируется механической регулировкой магнитного потока в составном сердечнике. Ток от сети подается на первичную обмотку, при этом происходит намагничивание сердечника.
Сварочные трансформаторы остаются самыми распространёнными типами сварочных аппаратов. Они недорого стоят, имеют простую конструкцию, надёжны и неприхотливы. Преобразование электрической энергии в этом устройстве производится с помощью силового трансформатора, который работает на стандартной сетевой частоте 50 Гц. Ток регулируется механической регулировкой магнитного потока в составном сердечнике. Ток от сети подается на первичную обмотку, при этом происходит намагничивание сердечника.
На вторичной обмотке индуцируется переменный ток пониженного напряжения 50–90 В и увеличенной силой тока 100–200А, который расходуется на организацию дуги.
Преимущества сварочных трансформаторов:
• Низкая стоимость изделия, в 2–3 раза меньше схожих по характеристикам инверторов;
• Простота конструкции, ремонтопригодность;
• Надёжность и неприхотливость.
Недостатки трансформаторных сварочных аппаратов:
• Большой вес и солидные габариты;
• Из-за работы на переменном токе сложно добиться высокого качества шва;
• Трудно удерживать дугу, особенно если мало опыта;
• Небольшой КПД, до 80%. К тому же они потребляет много энергии, поэтому подключать их к внутридомовой сети нельзя.
Сварочные выпрямители
 Эти аппараты имеют много общего с классическими сварочными трансформаторами. Сетевой ток в них не меняет своей частоты. Как и у сварочных трансформаторов, он индуцируется на обмотках силового трансформатора с понижением напряжения. Однако после преобразования ток ещё проходит через блок кремниевых или селеновых выпрямителей, полупроводниковых вентилей, пропускающих ток только в одном направлении, поэтому на электрод подается уже постоянный ток. В результате преобразований электрическая дуга становится устойчивой, без существенных скачков и прерываний.
Эти аппараты имеют много общего с классическими сварочными трансформаторами. Сетевой ток в них не меняет своей частоты. Как и у сварочных трансформаторов, он индуцируется на обмотках силового трансформатора с понижением напряжения. Однако после преобразования ток ещё проходит через блок кремниевых или селеновых выпрямителей, полупроводниковых вентилей, пропускающих ток только в одном направлении, поэтому на электрод подается уже постоянный ток. В результате преобразований электрическая дуга становится устойчивой, без существенных скачков и прерываний.
Конструкция выпрямителей сложнее, так как в большинстве случаев требуется организовывать принудительное охлаждение. Часто эти устройства снабжаются дополнительными дросселями, что позволяет получить нужные характеристики исходящего тока. Выпрямители могут комплектоваться защитной, измерительной и пускорегулирующей аппаратурой. Наибольшее распространение получили выпрямители, рассчитанные на три фазы, как самые рациональные в плане функциональных характеристик сварочного тока.
Плюсы сварочных выпрямителей:
• Высокое качество шва;
• Простота поддержания дуги;
• Минимальное разбрызгивание присадочного материала;
• Большая глубина плавления;
• Меньшие размеры и вес по сравнению с трансформаторами переменного тока;
• Возможно сваривание чугуна, теплоустойчивой стали и цветных металлов.
Минусы сварочных выпрямителей:
• Цена, близкая к инверторам;
• Необходимо постоянно следить за состоянием системы охлаждения;
• Нет возможности запитать аппарат от бытовой электрической сети;
• КПД уступает инвертору;
• Достаточно сложная конструкция.
Сварочные полуавтоматы
 Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока с помощью особого механизма подаётся в зону сварки, где она в среде активного газа расплавляется и попадает в сварочную ванну. Газ вытесняет воздух возле сварочной ванны и обеспечивает защиту шва от воздействия кислорода. В качестве газа применяют аргон, гелий или углекислый газ. Если использовать флюсовую проволоку, можно не подавать газ в рабочую зону.
Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока с помощью особого механизма подаётся в зону сварки, где она в среде активного газа расплавляется и попадает в сварочную ванну. Газ вытесняет воздух возле сварочной ванны и обеспечивает защиту шва от воздействия кислорода. В качестве газа применяют аргон, гелий или углекислый газ. Если использовать флюсовую проволоку, можно не подавать газ в рабочую зону.
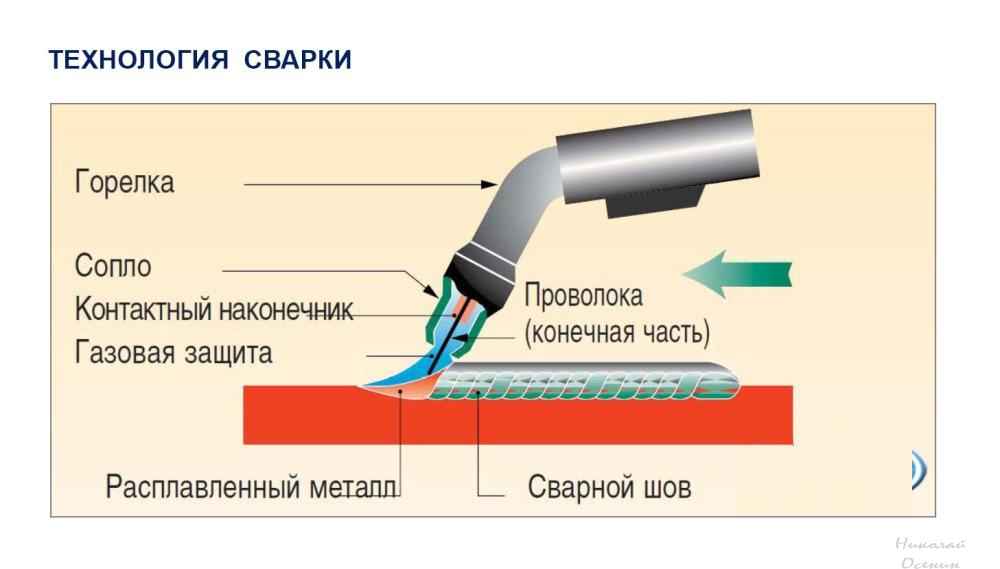
Сварочный полуавтомат, это специализированная стационарная установка, состоящая из источника питания, в качестве которого применяются инвертор или выпрямитель, устройства подачи проволоки, системы управления, газовых баллонов и газоподающей оснастки, а так же рукава с горелкой. Режим работы всей системы регулируется применением определённого газа и типа присадки, изменением силы тока и скорости подачи проволоки.
Плюсы сварочных полуавтоматов:
• Легко сваривают тонколистовые детали, из-за этого часто применяются в автомастерских;
• Получение качественного шва;
• Высокая производительность;
• Широкий спектр свариваемых материалов: нержавейка, легированная сталь, алюминиевые сплавы…;
• Разнообразие регулировок и настроек
Минусы полуавтоматической сварки:
• Высокая стоимость оборудования;
• Высокая стоимость расходных материалов, особенно аргона;
• Необходимость применения баллонов или подключаться к специальной сети;
• Трудно работать на улице, где нужно защищать газовую среду от потоков воздуха.
Как выбрать сварочный аппарат
Напряжение сети для сварочного аппарата
 Напряжение питания сварочного аппарата может быть однофазным, либо трёхфазным. Для бытового применения следует отдать предпочтение устройству на 220В или универсальному сварочному аппарату на 220/380В. Большинство сварочных аппаратов чувствительны к перепадам напряжения. Поэтому инверторы комплектуют защитой от скачков напряжения, что даёт возможность применять их в сетях, где характеристики электроснабжения далеки от нормы. Бытовые агрегаты имеют всего лишь на 10–15% расширенный диапазон по напряжению, тогда как профессиональные модели работают при напряжении от 165 до 270В.
Напряжение питания сварочного аппарата может быть однофазным, либо трёхфазным. Для бытового применения следует отдать предпочтение устройству на 220В или универсальному сварочному аппарату на 220/380В. Большинство сварочных аппаратов чувствительны к перепадам напряжения. Поэтому инверторы комплектуют защитой от скачков напряжения, что даёт возможность применять их в сетях, где характеристики электроснабжения далеки от нормы. Бытовые агрегаты имеют всего лишь на 10–15% расширенный диапазон по напряжению, тогда как профессиональные модели работают при напряжении от 165 до 270В.
Напряжение холостого хода сварочного аппарата (Uх.х. или НХХ)

Важная характеристика, которая определяет способность сварочного аппарата первоначально и повторно разжигать электрическую дугу, а также поддерживать её горение. Для возбуждения дуги напряжение должно быть примерно в 1,5–2,5 раза больше, чем напряжение стабильного горения электрической дуги. ГОСТ ограничивает эти показатели 80 вольтами для аппарата, работающего на переменном токе и 90В для сварочных выпрямителей. На практике, сварочные аппараты могут возбудить дугу и при 30 вольтах, для этого в их конструкциях применяются всевозможные вспомогательные системы, облегчающие запуск процесса. Считается, чем выше напряжение холостого хода, тем лучше.
Мощность сварочного аппарата
В документах к сварочным аппаратам часто прописана максимальная потребляемая мощность для сварки, что соответствует максимальным пиковым нагрузкам на сеть. Мощность указывается в кВт или кВА. В первом случае — это активная мощность, во втором — полная мощность. Полная мощность, как правило выше, так как при ее расчете используется поправочный коэффициент. Некоторые производители указывают, с каким током должен быть автомат защиты, чтобы защитить бытовую электрическую линию от перегрузок.
Мощность указывается в кВт или кВА. В первом случае — это активная мощность, во втором — полная мощность. Полная мощность, как правило выше, так как при ее расчете используется поправочный коэффициент. Некоторые производители указывают, с каким током должен быть автомат защиты, чтобы защитить бытовую электрическую линию от перегрузок.
Даже если сварочный аппарат способен работать при низком напряжении, его производительность в экстремальных условиях существенно упадёт. Для этого стоит иметь небольшой запас по мощности. Как правило в расчет берется порог в 30%. Кроме того, если регулярно эксплуатировать сварочный аппарат на предельных нагрузках, то его ресурс может быть быстро выработан.
Реальная мощность сварочного аппарата определяется силой тока, которую он способен выдать. Именно этот показатель определяет толщину провариваемого металла и максимальный диаметр электрода.
Считается, что профессиональные сварочные аппараты рассчитаны на 300 и более ампер. Для бытовых и общестроительных работ вполне подойдёт аппарат до 200–250А, что теоретически соответствует металлу толщиной около 6 мм и электроду диаметром 4 мм. Если учитывать нестабильность сетевых характеристик, то правильным будет приобрести сварочный аппарат с запасом. Так, если планируется в основном работать электродом 3 мм., берём аппарат под электрод 4 мм.
Продолжительность работы сварочного аппарата (ПВР, ПВ)
Производители сварочных аппаратов берут в расчет ограниченный по времени рабочий цикл и разделяют в процентном соотношении, сколько аппарат должен непрерывно работать и сколько отдыхать. В Европе ведут расчёт 10 минут, у нас принято рассматривать 5 минут. Если указано, что ПВР составляет 30%, это значит, что теоретически европейский сварочный аппарат отключится, то есть сработает защита, через 3 минуты непрерывной работы. При этом продолжить работу можно будет через 7 минут. На практике такого практически не происходит, так как во время работы необходимо менять электрод, проверять качество шва, счищать шлак, переходить на другое место. По этим цифрам мы просто можем сравнить работоспособность аналогичных аппаратов.
Однако стоит иметь ввиду, что указанная разработчиком продолжительность времени работы сварочного аппарата, напрямую зависит от температуры окружающей среды. Так продолжительность включения брендовых сварочных аппаратов рассчитывается при температуре воздуха до +40 градусов, а дешёвые китайские модели, чуть больше плюс 20°. Очевидно, что сравнивать их нельзя, несмотря на схожесть процентов, европейцы будут значительно выносливее. Также стоит учитывать, что процент ПВР изменяется (увеличивается) с уменьшением нагрузки и в некоторых случаях, на малых токах, может составлять 100%. В паспорте может указываться ПВ для разного тока.
Класс защиты сварочного аппарата
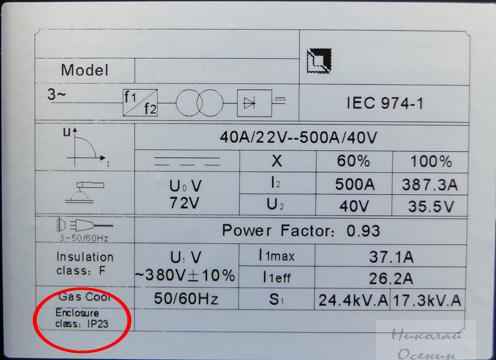
Сварочный аппарат, как любое электрооборудование, должен быть стандартизирован в плане защищённости от внешних факторов. В паспорте должен быть указан двухциферный код IP. Среднестатистические сварочные аппараты имеют индекс от IP21 до IP23. Двойка указывает на то, что в внутрь корпуса не попадут предметы толщиной более 12 мм. При этом пыль и мелкий мусор попасть могут. Вторая цифра указывает на защиту от влаги — 1 означает, что капли воды, падающие на кожух вертикально, не нанесут вреда, 3 означает, что вода даже под углом в 60 градусов не попадёт в корпус агрегата. То есть здесь уже есть возможность выбора, хотя под дождём варить запрещено.
Температурные ограничения сварочного аппарата
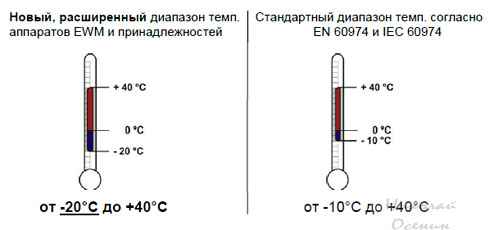
ГОСТ допускает производить ручную сварку в диапазоне от -40 до +40 градусов Цельсия. Но далеко не все сварочные аппараты можно запустить при температуре ниже нуля. Такие проблемы часто возникают с инверторами, в которых при минусовых температурах просто загорается сигнализатор перегрузки, и аппарат выключается. Поэтому следует обратить внимание на рекомендации конкретного производителя.
Работа сварочного аппарата от генератора
Данная функция может пригодиться для работы в полевых условиях, когда электрической сети поблизости нет или её параметры не позволяют поддерживать необходимый режим работы. Стоит помнить, что не все сварочные аппараты могут запитываться от бытовых генераторов с ДВС.
Сварка различных материалов
При покупке, обратите внимание, на что способен интересующий вас сварочный аппарат, кроме обычной ручной дуговой сварки. Ее обозначают ММА. Возможно, для вас важно, чтобы им, хотя бы опционально, можно было варить цветные металлы, с применением аргон-дуговой технологии TIG.
Дополнительные опции сварочных аппаратов
 Производители многих современных сварочных аппаратов указывают в описании наличие дополнительных опций, облегчающих работу с дугой, например, «Горячий старт», «Форсирование дуги», «Антиприлипание на выключении», «Розжиг на подъёме».
Производители многих современных сварочных аппаратов указывают в описании наличие дополнительных опций, облегчающих работу с дугой, например, «Горячий старт», «Форсирование дуги», «Антиприлипание на выключении», «Розжиг на подъёме».
Стоит иметь ввиду, что эти дополнения являются неотъемлемой частью инверторной технологии и их указание на коробке или в описании является больше рекламным ходом, чем преимуществом конкретного образца. Куда полезнее будет обратить внимание на наличие индикации параметров, функциональность и защиту от перегрузок, широту рабочих регулировок, качество и чёткость маркировок, электробезопасность, эргономику, комплектность и ремонтопригодность. Есть смысл сделать выбор в пользу максимально открытого производителя, который не скрывает важные технические характеристики своих изделий. Нужен адекватный паспорт на русском языке, каталог с подробным описанием, сайт, сервис и сертификаты.
Для чего нужен сварочный аппарат
Выбирая сварочный аппарат, в первую очередь необходимо определиться как часто и для каких целей вы будете его использовать. Для дачи и редких гаражных работ подойдёт самый простой сварочный аппарат с силой тока до 200А. Если вы планируете выполнять сварочные работы часто и продолжительно по времени, то оптимальным вариантом станет покупка полупрофессионального аппарата с током до 250А. Для профессионалов, занимающихся сварными работами, предлагаются профессиональные сварочные аппараты, способные работать в непрерывном режиме от 4 часов.

Если вам необходим сварочный аппарат для бытовых нужд, то я рекомендую обратить внимание на изделия известных производителей со следующими параметрами:
• Небольшие размеры и приемлемая стоимость;
• Возможность работы с разными металлами;
• Уровень пыле-влагозащиты не ниже 23;
• Максимальный набор дополнительных функций, облегчающих процесс сварки: антизалипание, горячий старт, форсирование сварочной дуги.
В настоящее время на рынке можно увидеть большое количество различных брендов сварочных аппаратов. Посещая различные тематические форумы, а так же общаясь со строителями, я сделал рейтинг, самых популярных у пользователей сварочных аппаратов:
- Ресанта САИ-220
- FUBAG IR 200
- Aurora OVERMAN 180
- Интерскол ИСА-160/7,1
- Дачник 160 мини.
Отвечая на вопрос, как выбрать сварочный аппарат, многие специалисты сходятся во мнении, что необходимо отдать предпочтение тому аппарату, который будет иметь экономное энергопотребление, имеет возможность работать от электросети с пониженным напряжением, а также дающему возможность подключаться к автономному генератору.
В следующей статье я расскажу как выбрать сварочный инвертор.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ: